






软膏灌装封尾机结构及工作原理全面解析介绍
软膏剂灌装封尾机全称全自动软膏灌装封尾机或灌装封尾机,这种包装机械适用于金属管的灌装与封尾,其包括输管、灌装、封底等三个主要功能。
食品包装机械相关标准
全自动软管灌装封尾机标准:JB/T 10799-2007
结构及工作原理

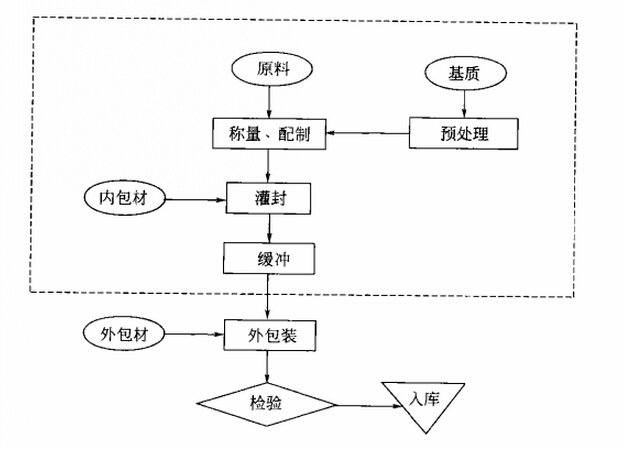
(一)结构
智能经济型软膏剂灌装封尾机灌装部分主要由输管机构、灌装机构、光电对位机构、封口机构、出料机构及无滑差无级调速器组成。
1.设备控制面板
设备控制面板如图示
2.机器主体结构
按其功能,可分为五个组成部分::输管机构、灌装机构、光电对位装置、封口机构、出管机构。
其外形示意图见图。

(二)输管机构
软膏剂灌装封尾机外形图
①料斗料斗 有一个向后的倾角即与水平面的夹角,即管斗导轨底板的高度及倾角与上管扶手保持一致。
②上管汽缸 根据主机转速的改变而相应改变上管汽缸的运行速度。7-2-6图

③上管扶手 在上杆汽缸不断的作用下,上管扶手旋转约90°,与压管器配合将软管间歇地送人管杯内。上管扶手与放管压板以及压管汽缸的动作在时间上的配合直接影响上管质量。见下图

(2)灌装机构 灌装机构由升高头、释放环和探管装置、泵阀控制机构、活塞泵、吹气泵、料斗六部分组成。
①升高头将管座在灌装位置上托起,升高头两边嵌有永久磁铁,吸住管座,保证升高动作稳定。空管随怜座上升,管尾套入喷嘴,同时抬起释放环。
②释放环和探管装置有空管在管座时,管子随管座升高。推高释放环约5mm,通过孔轴,压下释放环制动杆,滚轮将滚抡轨压下,与制动杆相互勾住,带动泵的冲程臂动作,由连杆带动活塞杆往前运动,挤压软膏实现灌装。
管座上无空管时,管座升高,释放环不动作.滚轮轨不与制动杆相勾,不能带动泵冲程臂动作,故不能灌装。防止没有管子时,膏体喷出污染机器。
③泵阀控制机构 活塞泵一头接料斗进膏体,另一头通向灌装喷嘴。当活塞冲至最前位置时,泵冲程臂上的螺钉把捕捉器释放,捕捉器的转臂撑住套筒,同时由于活塞凸轮工作,使套筒上移,通过捕捉器的转臂,带动齿条一起上升,从而转动泵阀,将料斗出口与泵缸连通,活塞后退时,膏体即从料斗吸人活塞泵内。活塞向后移动,齿条下移,泵阀又朝相反方向转动,与料斗连通阀口关闭,泵缸与喷嘴连通阀口打开,膏体从喷嘴压人管子(见图)。

④活塞泵 其作用是通过活塞的往复运动,把膏体吸人泵内。再压出灌进管子里。活塞行程可微量调节,达到调节灌装量的目的。
该机上的活塞泵还有回吸的功能,使灌装喷嘴_卜的残料不会碰到管壁尾部,而影响下道轧尾工序。回吸的作用是靠活塞的控制凸轮。活塞在向前冲到顶后,泵阀尚未转动,软管也未离开喷嘴时,活塞先轻微地返回若干,使喷嘴外的膏体缩回一段距离,与此同时,吹气泵开始工作,以吹净喷嘴端部的膏料。
⑤吹气泵在泵体两侧装有两个小活塞吹气泵。吹气泵的活塞杆随泵阀回转而向上推动,当灌装结束,开始回吸,同时泵阀的转动齿_上拨块推动吹气泵的杆上滚轮,吹气泵出口和喷嘴连通,吹气泵中压缩空气吹向喷嘴,将余料吹净。
⑥料斗 料斗在活塞泵上方,与活塞泵进料阀门相通,由不锈钢材料制成。膏体黏度较大时,夹层料捅保温加热水箱设计安装在冷却水机的背面,有两个接水口,其中一个为进水口,另一个为出水日,内插一支或两支(根据)电加热管(见图)
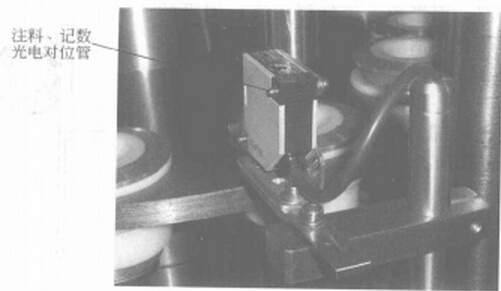
⑦注料光电开关该光电开关为注料光电开关
(同时起无管不注料作用)。当软管在此工位时,该光电开关能判断软管是否到位,将信号传输至控制部,灌装系统中准确地将物料注人〔或不注人)问歇停留在灌装工位上的软管内。
该光电开关也起计数作用.当回转盘_上的软管经过此开
关时,记录下它,以计算已灌装的软管总数或事先设定生产数量,实现定量停机(见图),
⑧灌装机构灌装活塞动作示意图见图,软膏剂灌装封尾机的灌装药物流程说明:

凸轮→管座抬起→软带碰到释放环(7)→顶杠(8)→下压摆杆→将滚轮(9)压人滚轮轨(10)→冲程摇臂(12)→活塞杆3(向右)→膏料挤出
如管座上无软管来推动释放环,拉簧(11)使滚轮(9)抬起,凸轮空转,冲程摇臂不动,实现无管不灌。既防止药物掇失,又不会污染机器和被迫停车清理。
(3)光电对位机构 该光电开关与控制器、W动器、步进电机等配合确定色标位置,使软管的图案位于正确位置。
光电对位使用的是反射式光电开关控制步进电机带动管座转动的,步进电机又称脉动马达。它是一种将电脉冲信号转换为角位移的电磁机械,其转子的转角与输人的电脉冲数成正比。它的运动方向取决于加人脉冲的顺序,利用一种接近开关控制器控制步进电机的转速,反射式光电开关在识别色标的过程中控制步进电机的转角和制动电机。
当管座链抵达光电对位工位时,有一提升凸轮通过顶杆(6)顶起牌座(3)及软管。
(2),使管座离开管座链,位于软管上边的锥形夹(1)由上边抵住管口。顶杆下端和步进电机轴以齿槽传动链(5)相连。当顶杆顶起针座的同时,也就受步进电机带动而开始旋转,经识别光标等电路控制,使软管转到合适方位时,步进电机制动,顶杆回落,管座在管座链上复位,等待传送到下一个工位。光电开关离开色标后,步进电机重新开始旋转,准备下一个工作循环。
(4)封门机构 软管自动灌装封尾机上的封门机构是装在一个专门的封口机架上的,在这个机架上装有6对封门钳。管座链将按一定方位放置的软管管尾先送至第一对平口钳处,完成管尾压平。然后按节座链的间歇周期,梅支软管再依次通过第一次折叠钳折边;第二次平口钳压平折边;第二次折叠钳再折边;第三次平口钳压平、折边及最后的轧花钳将折边处轧花。
(5)出料机构 封尾后的软管随管座链停位于出料工位时,主轴上的出料凸轮带动出料顶杆上抬,从管座的中心孔将软管顶出,使其滚翻到出料斜槽中,滑人输送带,送去外包装。为保证顶出动作顺利进行,顶杆中心应与管座中心对正。
(6)无滑差无级调速器 这里介绍齿链式无级调速器,见图调速轴上的左、右旋螺纹,可使一对调速杠杆绕铰链轴上的铰销做相对摇动,同时带动两对可分合的带齿链轮张开或合拢,这样就可改变齿链在两对链轮上的接触半径,从而改变驱动轴与输出轴的传动比。

上一篇:自动定量软膏剂灌装封尾机设备的操作步骤指导 2015/4/22
下一篇:螺丝包装机介绍 2014/3/26